咨询电话
0514-86166167
新闻中心
大部分摆锤冲击样条都是通过注塑成型,或模压成型以及挤出成型后裁切得到。成型方式的不同会导致样品在
注塑成型一般会在流动方向上取向,也可通过控制注射速度、模温、保压压力等参数,结合模具设计,控制结晶度与内应力;挤出成型的样品在通过模具后往往会采用骤冷的方式,因此取向很明显,但结晶度较差。
通常注射温度过高会导致应力松弛,解取向增加,而注射温度过低会影响流动,产生熔接痕;注射速度过低则流动取向降低,过高会导致剪切加强,引起
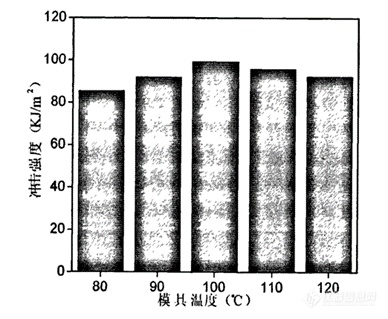
甚至样品烧伤等不适的情况;保压压力过高会产生飞边,过低会导致样品无法充满;保压时间太短,样品会产生变形,保压时间过长,样品内部甚至会产生负压;模温过低,样品冷却过快,内应力过大,模温太高,解取向增大。
,注塑成型试样的冲击强度是模压成型试样的冲击强度相差4倍,主要原因是注塑过程能很好地在流动方向上产生冻结取向,断裂时需要破坏的主价键比例大大增加。模压成型的试样没有取向,也没有控制好冷却过程,样品结晶度更高,断裂时需要破坏的主价键比例降低。
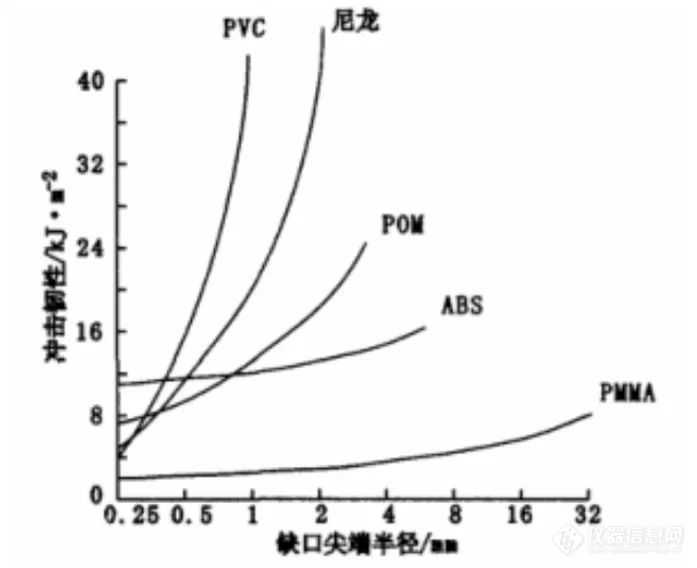
模塑缺口试样冲击强度往往大于机械加工的缺口试样,并且模塑的缺口试样和缺口尺寸还会受到成型工艺、模具收缩率等因素的影响,因此行业内通常采用机械加工的方式制备缺口。前面提到高结晶度的材料对缺口更加敏感,因此此类材料的缺口制备过程需要更加精细的控制。
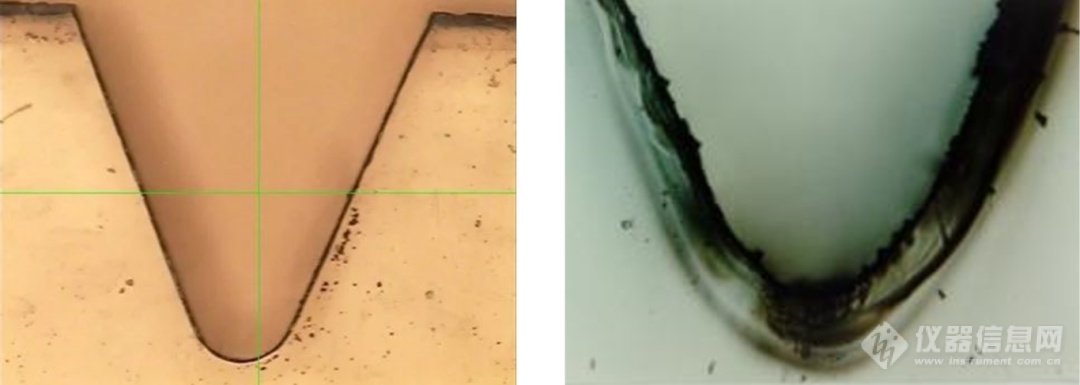
减少摩擦生热。稳定的缺口通常需要分多次精细切割,并且需要较低的给进速度。现代线切割方式的机器大都采用刀尖接触试样,并且一些高端机器退刀过程刀片和样品无摩擦,因此发热量大大减少。旋转切割由于较慢的给进速度,摩擦生热往往比线切割更严重,因此更需要很好的降温措施,才能获得更好的缺口。
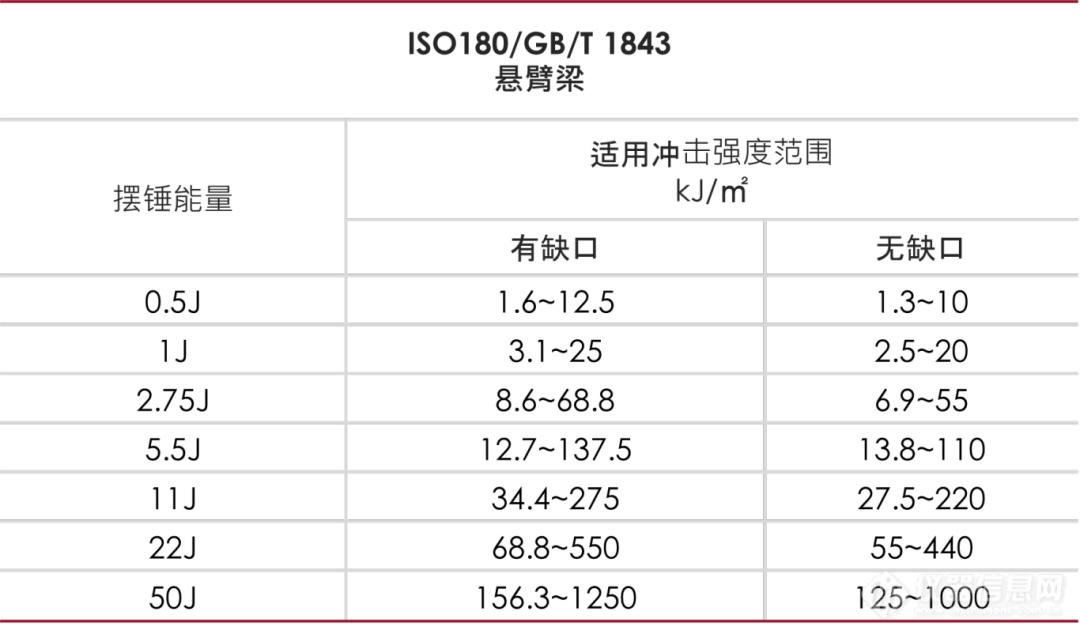
能量较高的锤头冲击过程中速度降低较少,试样断裂过程应变速率变化较小,更容易脆性断裂。小能量锤头测试过程速度降低较多,容易引起韧性断裂。在极端情况下,锤头的选择会引起测试结果巨大的变化。

Instron 团队曾做过一种样条,两种摆放方式测冲击强度分别为1.3kJ/㎡ 和 1.2kJ/㎡。试样的对中也会明显影响测试结果,摆放试样时更应注意。
Instron 团队曾做过一项测试,将样条放手里握 10s 后测试,发现冲击强度提高了 20%。此外,在低温冲击中,尤其是悬臂梁冲击,样条有一半夹在夹具内,夹具对试样的热传导不可忽视,需要将夹具也降低到测试温度,才能保证数据的准确性。

采用线性切割,最大限度减少切割发热量。通过精确的单次切割量控制、准确的切割速度控制、定制刀片冷却系统以及独特的退刀方式,配合双缺口加载器和哑铃形试样的切边等装置,在保证缺口的高度准确情况下让样品制备既节省时间又节省人力,为您的冲击试验保驾护航。

[2]邵景昌,吴云,付俊祺,等. 不同条件对聚碳酸酯缺口冲击强度测试结果的影响[J].工程塑料应用,2019,47(2):105–109.
[6]董跃,胡益林,刘俊龙.浅析简支梁冲击强度的影响因素[J].聚氯乙烯, 2007(6):22-24